Medical, Biotech, and Life Sciences Manufacturing Solutions
Pearse Bertram delivers specialized automation and control solutions engineered specifically for the stringent requirements of medical device manufacturing, pharmaceutical production, and biotechnology applications throughout New England. Our team of experienced engineers understands that life sciences manufacturing demands absolute precision, comprehensive documentation, and unwavering regulatory compliance at every stage of production. We have worked with both end users setting up labs to OEMs creating the nextgen medical equipment. Things such as bioreactors, blood processors, gas delivery systems, spectrometers, autoclaves, centrifuges, infusion pumps, lyophilizers, and many other types of devices are our specialty. Pearse Bertram+ represents over 50 different brands that offer top industry components for use in a medical/washdown environment including tubing, gauges, filters, motors, etc. The engineering team at Pearse Bertram+ can help your team select the best components for your application while ensuring FDA compliance.
The pharmaceutical automation and medical device manufacturing sectors operate under increasingly complex regulatory frameworks while facing pressure to accelerate time-to-market and improve operational efficiency. Recent industry research indicates that artificial intelligence and automation can reduce time-to-market for new medicines by one to four years while increasing productivity by 35 percent MasterControl. Our technical expertise bridges this challenge by delivering automation solutions that enhance both compliance and production capabilities.
Advanced Process Control for Biotech Applications
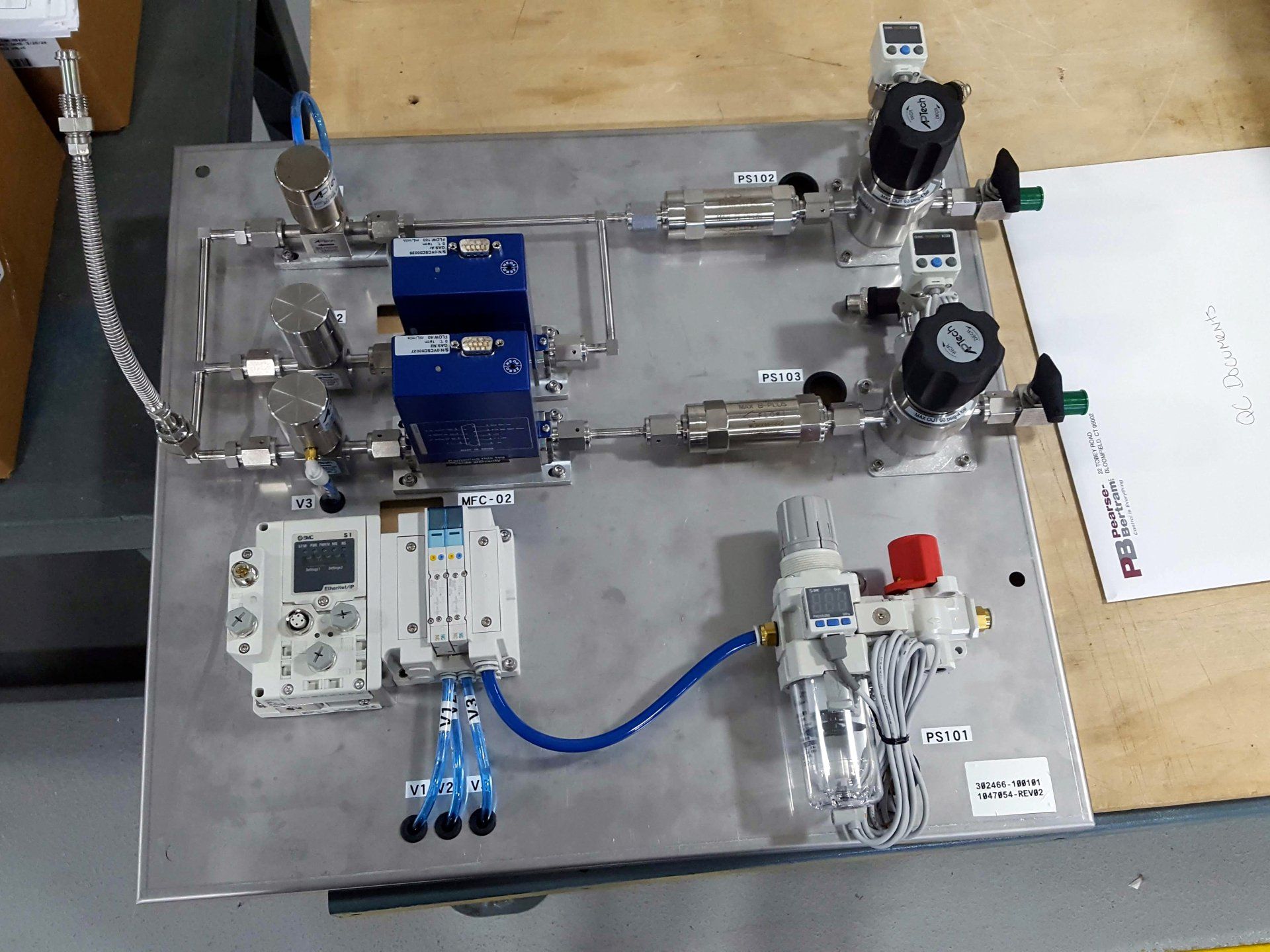
Biotechnology manufacturing introduces unique automation challenges that extend beyond traditional pharmaceutical production. Bioreactor control, aseptic processing, cell culture monitoring, and biologics production require precision control systems that maintain tight process parameters while supporting the flexibility needed for research and development activities.
Our process systems engineering capabilities address the specific requirements of biotech manufacturing operations. We design control panels that integrate with bioreactor systems, implement precise temperature and pH control loops, coordinate complex valve sequencing for media preparation and product harvesting, and provide the human-machine interface functionality that operators need for process monitoring and adjustment.
The movement toward continuous manufacturing in pharmaceutical production creates additional automation requirements. Life science manufacturing operations are showing a 30 to 40 percent improvement in investigation effectiveness through implementation of AI and automation technologies MasterControl. Our engineering team helps pharmaceutical manufacturers transition from batch processing to continuous operations by designing control systems that support real-time process analytics, automated quality monitoring, and adaptive process control strategies.

Regulatory Compliance Through Engineering Excellence
Life sciences manufacturing operates within one of the most heavily regulated industrial environments, requiring strict adherence to FDA guidelines, ISO standards, and comprehensive validation protocols. Our control panel design and fabrication services directly address the specialized compliance needs of pharmaceutical and medical device manufacturers throughout the regulatory lifecycle.
Our UL 508A certified control panels incorporate features specifically designed for FDA-compliant applications. We engineer systems that support 21 CFR Part 11 requirements for electronic records and signatures, implement comprehensive audit trails, and maintain data integrity throughout production processes. These capabilities prove essential for pharmaceutical manufacturers who must demonstrate complete traceability and documentation during FDA inspections and ongoing quality assurance activities.
The medical device industry requires control systems that align with 21 CFR Part 820 Quality System Regulation while supporting ISO 13485 quality management standards. Our engineering team designs control panels with the necessary documentation packages to support Installation Qualification, Operational Qualification, and Performance Qualification protocols that form the foundation of equipment validation in regulated manufacturing environments.

Cleanroom-Compatible Automation Systems
Pharmaceutical production and medical device assembly often occur within controlled cleanroom environments that demand specialized equipment design considerations. Our engineers specify stainless steel enclosures rated for cleanroom compatibility, select components that withstand rigorous cleaning protocols, and implement design features that minimize particle generation during operation.
We design control systems for cleanroom applications ranging from ISO Class 5 environments required for sterile medical device assembly to ISO Class 7 or 8 spaces used for pharmaceutical packaging operations. Our NEMA 4X rated stainless steel enclosures provide the corrosion resistance and washdown capability necessary for facilities that implement frequent sanitization cycles as part of contamination control protocols.
The integration of environmental monitoring capabilities represents another critical aspect of life sciences automation. Our control panels can incorporate temperature monitoring, humidity control, differential pressure management, and clean steam systems that pharmaceutical and biotech facilities require for process validation and ongoing environmental compliance.
Laboratory Automation and Testing Systems
Research and development laboratories within pharmaceutical and biotech organizations require specialized automation solutions that support experimental workflows while maintaining data integrity and regulatory compliance. Our process control systems integrate with laboratory equipment to automate sample handling, coordinate analytical instrument operation, and manage data collection for research activities.
Automated testing systems improve laboratory productivity while enhancing result accuracy and reproducibility. We design control panels that coordinate robotic sample handling, integrate with chromatography systems and mass spectrometers, and implement the electronic record-keeping capabilities that support 21 CFR Part 11 compliance in laboratory environments.
The validation of analytical methods represents a critical requirement in pharmaceutical development and quality control laboratories. Our automation systems support method validation activities by maintaining precise control over test parameters, documenting all process variables, and providing the data integrity features that regulatory agencies expect during inspection of laboratory operations.
Ask an Expert
Have questions about automation solutions for your pharmaceutical or medical device manufacturing operation? Our engineers understand the unique regulatory and technical challenges facing life sciences manufacturers and are ready to discuss your specific requirements.

Contract Manufacturing for Medical Components
Our contract manufacturing services support medical device and pharmaceutical companies throughout New England with precision fabrication, assembly operations, and testing services designed specifically for regulated applications. We maintain quality management systems that align with ISO 9001:2015 standards while supporting the additional requirements that medical device manufacturers face under ISO 13485 compliance.
Medical device component fabrication demands exceptional precision and complete traceability. Our manufacturing processes incorporate comprehensive documentation practices that support device history records, maintain component genealogy, and provide the validation data necessary for regulatory submissions. Every component we manufacture includes full material certifications, dimensional inspection reports, and process documentation that device manufacturers need for their quality management systems.
The assembly of medical subassemblies requires controlled manufacturing environments and validated processes. Our facilities provide the necessary environmental controls for medical device assembly operations, implement proper electrostatic discharge protection for electronic medical components, and maintain the documentation practices that medical device regulations require throughout production activities.
Packaging Automation for Pharmaceutical Applications
Pharmaceutical packaging operations require automation systems that ensure product integrity, maintain regulatory compliance, and support serialization requirements now mandated throughout the pharmaceutical supply chain. Our control panel designs integrate vision inspection systems, barcode verification capabilities, and track-and-trace functionality that pharmaceutical packagers need for compliance with Drug Supply Chain Security Act requirements.
Automated inspection systems verify label accuracy, confirm package integrity, and detect foreign material contamination before products leave manufacturing facilities. These quality control measures protect patient safety while reducing the risk of costly recalls that can result from packaging errors or contamination incidents.
The integration of serialization and aggregation capabilities has become essential for pharmaceutical packaging lines. Our engineering team designs control systems that coordinate serialization printers, vision verification systems, and enterprise-level data management to support compliance with global serialization regulations while maintaining the production throughput that pharmaceutical manufacturers require.

Quality Assurance Integration
Quality management systems in life sciences manufacturing require automation platforms that support statistical process control, trending analysis, and deviation investigation capabilities. Our control panel designs incorporate data collection features that feed manufacturing execution systems and quality management platforms with real-time production data.
The implementation of automated in-process testing reduces the time between production and release while improving product quality consistency. Our engineers design control systems that integrate weight checking, vision inspection, tablet hardness testing, and other quality verification steps directly into production equipment for immediate feedback and process adjustment.
Electronic batch records have become standard practice in pharmaceutical manufacturing, replacing paper documentation with validated electronic systems that improve data integrity and inspection readiness. Our control panels interface seamlessly with electronic batch record systems to capture critical process parameters, operator actions, and quality data throughout production operations.

Validation Support and Documentation Services
Life sciences manufacturers face extensive validation requirements that demand comprehensive documentation and rigorous testing protocols. Our project approach includes validation support services that help pharmaceutical and medical device manufacturers meet regulatory expectations while maintaining project timelines and budgets.
We provide complete validation documentation packages that include design qualification documents, Factory Acceptance Test protocols, Site Acceptance Test procedures, and all supporting documentation necessary for Installation Qualification, Operational Qualification, and Performance Qualification activities. This documentation approach reflects our understanding of regulatory requirements and our commitment to supporting successful equipment validation.
Our engineering team works collaboratively with pharmaceutical quality assurance departments to ensure control panel designs incorporate all features necessary for successful validation. This includes proper alarm management, appropriate operator permissions and access controls, complete audit trail functionality, and data backup systems that protect critical manufacturing records.
Request for Quote
Get detailed specifications and pricing for FDA-compliant control panels, cleanroom automation systems, or contract manufacturing services tailored to your medical or pharmaceutical application.

